产品目录
Products相关文章
Articles相关新闻
News产品中心
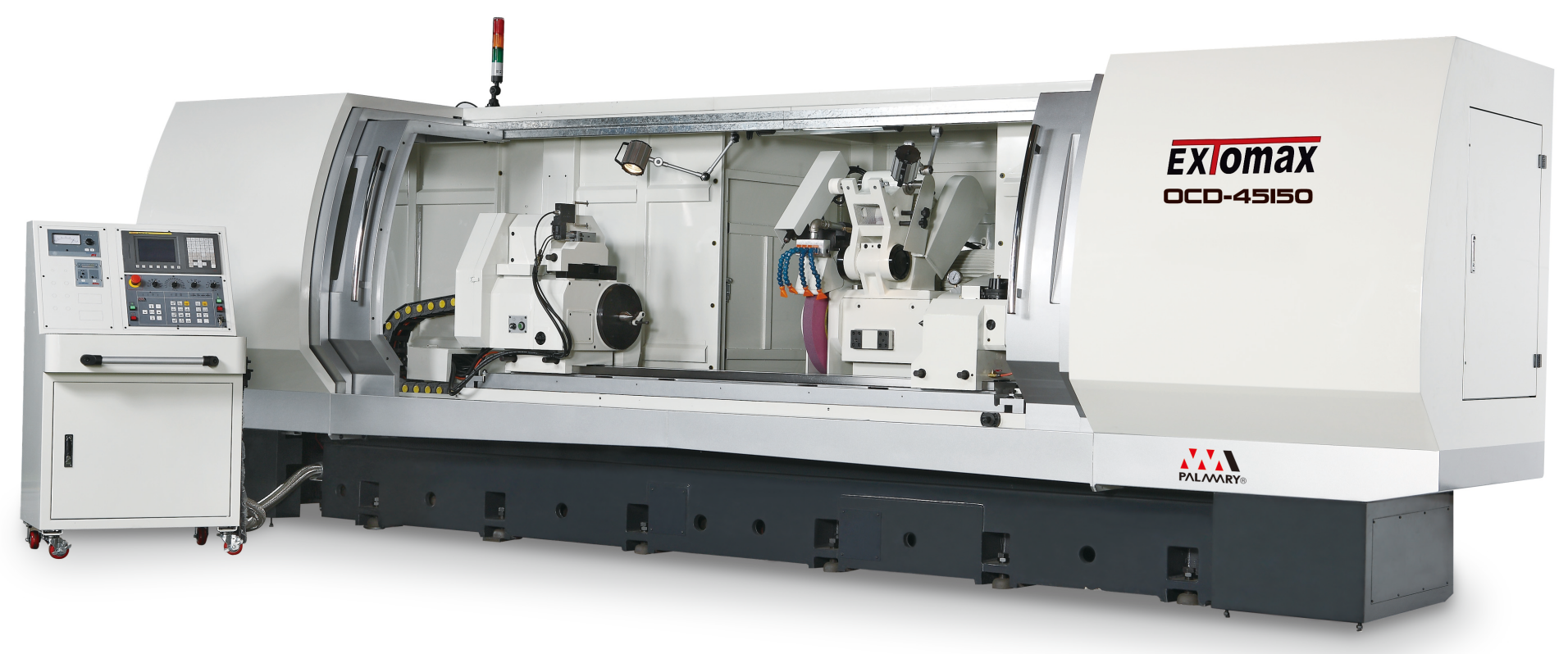
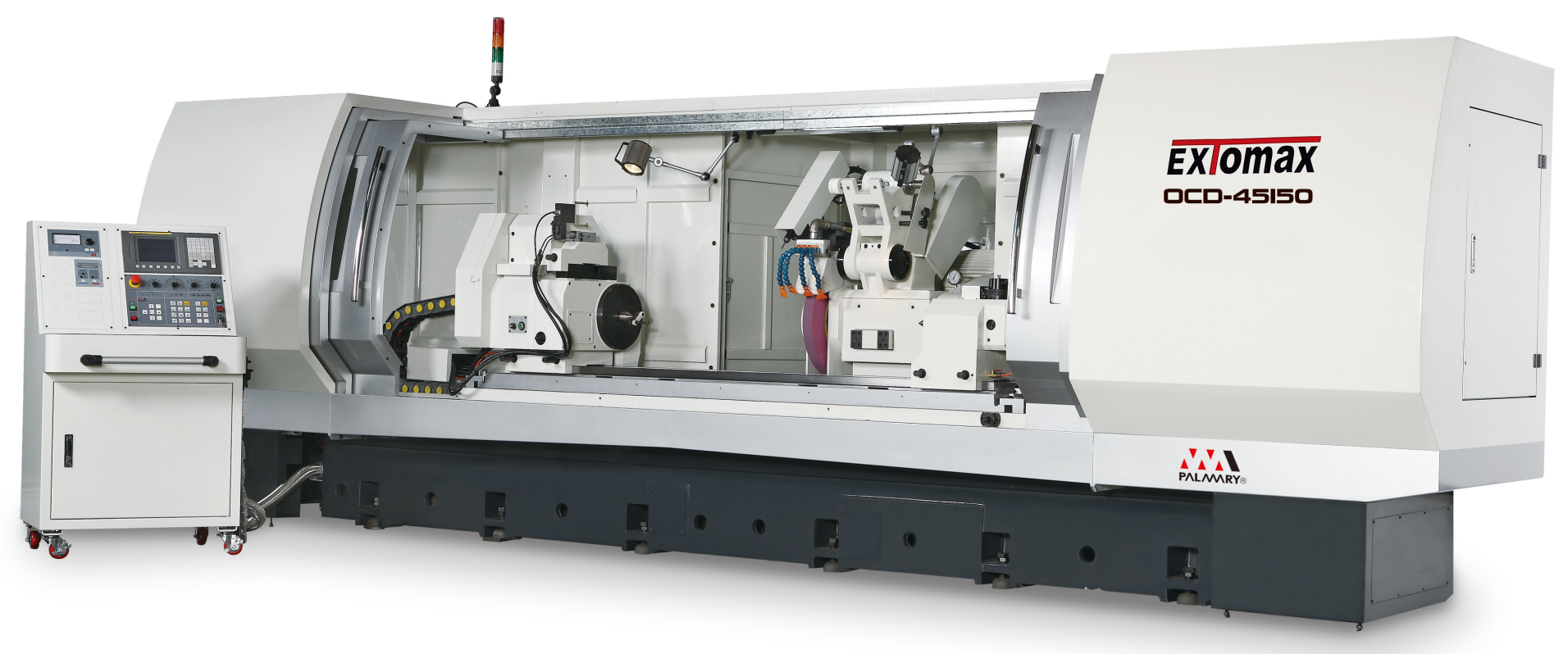
机械优点:
设备设计重点在于高效率、高精度与简易操控性。机械结构完全依据人体工学原理而设计。
机体采用高级米汉纳铸铁制成,经烧炖处理及时效处理后再加工,滑轨经高周波硬化处理,精密研磨。机体材质稳定,无变形之虑,且耐磨耗性优异。
床身重心低,刚性高,提升结构稳定性。
床身结构内部采用最合理的结构强化设计,确保最佳机械刚性。
床身滑轨经研磨后,再精密铲花。
前后与左右工作滑台,加大整体跨距与轨道宽度,无论在平面侧或V面侧都经过精密铲花,配合油静压结构设计,滑台运动轻巧、平稳,重复精度达到μ级。
具有两轴控制特性,配合辅助细微工作主轴之旋转。
即使设定在任何角度,砂轮头仍保持直线进刀及退刀,砂轮及工件之纵向位置检查容易。
特殊微进给研磨功能设计,使镜面研磨及端面研磨精度轻易达到0.001mm。
主轴头结构稳重,并采用精密轴承,支撑稳固。无论是外径研磨、内孔研磨、端面研磨等,精度优异。主轴头采用伺服马达驱动,可无段变速调整。
砂轮主轴采用高级合金钢材(SNCM-220)精密加工制成。经正常化、调质、渗碳处理、深冷处理等多重处理完后,再经精密研磨与镜面处理,主轴表面硬度高达HRC62°以 上。主轴 无热变形、无磨耗之问题,促使研磨精度高。
砂轮主轴设计,采用液体静压轴承,主轴稳定运行于油膜中,完全无金属间之接触磨擦,提升主轴刚性与绝佳的抗震性能,精度可达0.001mm。
工作主轴台与尾座针对重型工件设计,结构刚性强,提升了整体载重量,主轴台采用伺服马达驱动,可依需求无段变速调整,加上精密斜角轴承的支撑达到无颤抖的传动能 力,尾座更可选用油压式与止挡式装置便利操作,附有平面空气轴承设计方便位移,减少摩擦加强寿命。
控制面板操作方便,彩色图形显示。附有三色警示灯、分离式手轮-调整试机更加方便、紧急停止按钮-可瞬间退开砂轮。
电控回路符合欧规;电控回路采用高级组件组成,控制性能可靠且使用寿命长。
电控箱附热交换器,确保电控回路的常温运作,以及控制型能之稳定性。且控制箱具有防尘特性。
砂轮修整循环可储存最多五种砂轮形式;可设定三种砂轮修整模式-粗修、半精修、精修。
适合少量多样研磨,生产效率提升30%以上。
应用范围:大齿轮轴、大型马达轴、大型印刷轴、橡胶滚轮、轧辊轴、 大型滚筒等。
参数:
1.能力
两顶心间最大距离:1500mm
工作台最大旋径:450mm
两顶心最大承受重量:800KG(使用两顶针时65% 500KGS)
工件研磨最大外径:420mm
2.砂轮轴座
快移速度:4 m/min
最小设定值:0.001mm(可修改为0.0001mm)
3.砂轮
砂轮尺寸:Φ510X50~125mmXΦ152.4mm(外径×宽×孔径)
周速度:33m/s
4.工作主轴头
顶针斜度:MT:6
主轴转速:0~250R.P.M.
5.尾座
顶针斜度:MT:6
中心顶针移动方式:手动或油压
中心顶针最大移动距离:60mm
6.工作台(左右滑台)
快移速度:4 m/min
最小设定值:0.001mm(可修改为0.0001mm)
7.马达
砂轮轴马达:11KW(15HP)
工作主轴马达:2.9KW
砂轮轴座进给马达:2.8KW(AC伺服马达)
工作台进给马达:4.4KW(AC伺服马达)
8.设备尺寸
净重:12000KGS